




Help celebrate our 80th year in business with specials & discounts!

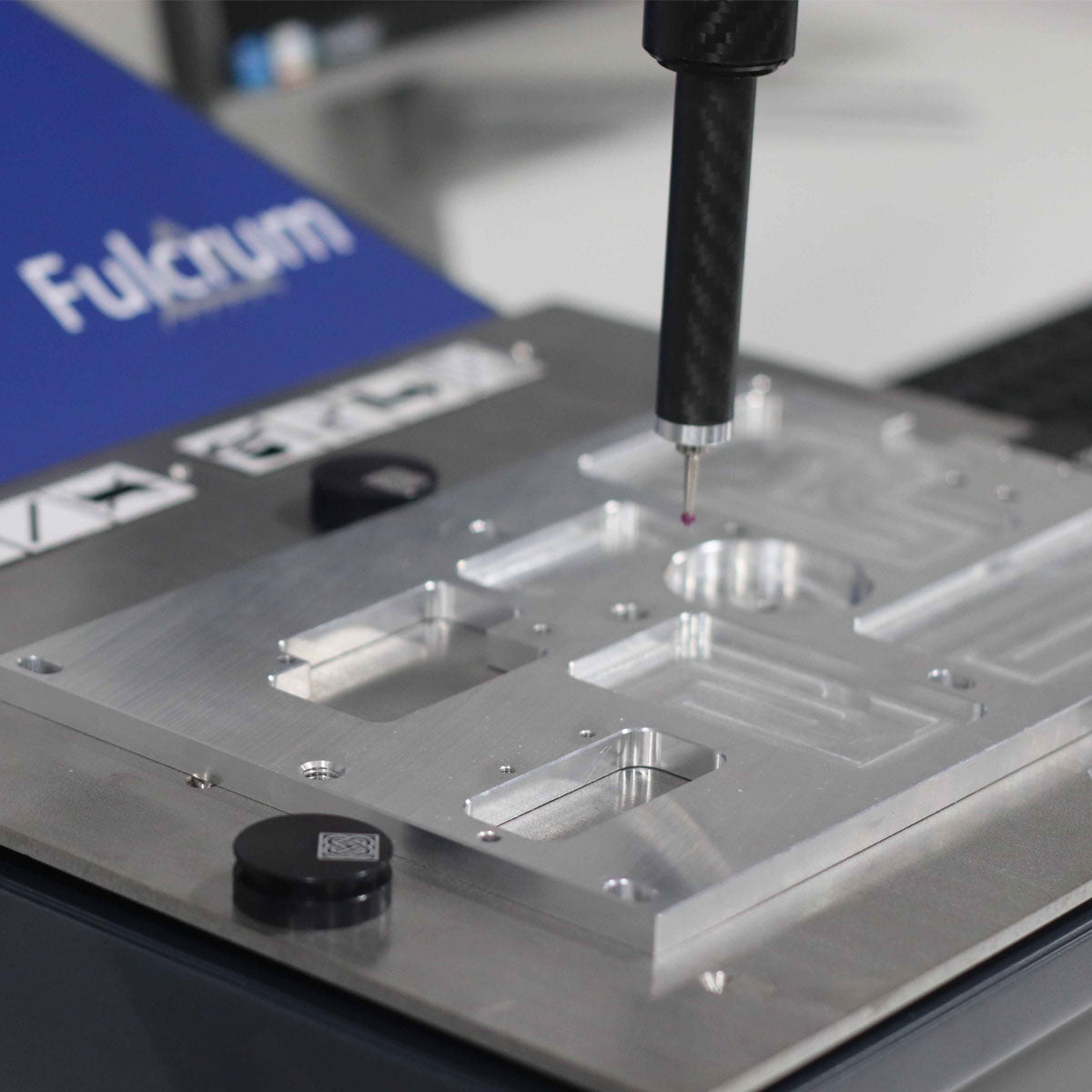
Check out Teach & Repeat functionality on our wide range of CMMs

A comprehensive line up ranging from basic shop scribers to full 2D, programmable lab-accurate gages








Whether it's calibration or field service, scheduled or unplanned, we have a national field service team to keep your shop uptime at a maximium. Our on-site teams understand the importance and cost impact of downtime. Our aim is to beat uptime expectations. We have a certified calibration lab on both coasts as well, so if sending your metrology tool to us makes sense, we can do that too.